 520 kW continuous gas heated furnace at Koyo Heat Treatment with 26 horizontal Kanthal® APM inner tubes. Outer tubes: 115 x 5.5 x 1440 mm (4.5 x 0.2 x 57 in). Inner tubes: 75 x 4.5 x 1610 mm (3 x 0.2 x 63 in). In a number of gas heated furnaces, the nickel-chromium tubes have been replaced by Kanthal® APM tubes, a material with much higher loading potential and 100°C (210°F) higher operating temperature. Another feature is that Kanthal® APM forms no scale that contaminates the tubes and the furnace interior.
520 kW continuous gas heated furnace at Koyo Heat Treatment with 26 horizontal Kanthal® APM inner tubes. Outer tubes: 115 x 5.5 x 1440 mm (4.5 x 0.2 x 57 in). Inner tubes: 75 x 4.5 x 1610 mm (3 x 0.2 x 63 in). In a number of gas heated furnaces, the nickel-chromium tubes have been replaced by Kanthal® APM tubes, a material with much higher loading potential and 100°C (210°F) higher operating temperature. Another feature is that Kanthal® APM forms no scale that contaminates the tubes and the furnace interior.
THE CHALLENGE
Koyo Heat Treatment in Osaka is mainly using natural gas for their batch and continuous furnaces. They work as an independent heat treatment company servicing the local automotive and engineering industry.
Ten of their furnaces are of batch universal type about 200 kW each, used for various heat treatment processes, mainly carburizing at 800–900°C (1470–1650°F) in endogas. Originally, these furnaces were equipped with outer tubes of SHC 22 or HK 40 and inner tubes of Inconel 601. The burners are Osaka Gas 4”, type RT-BDT-100A. A severe problem with the nickel-chromium system was that the oxide flakes filled the outer tube to such an extent that the gas circulation was stopped and the lower part of the tubes were overheated.
THE SOLUTION
In order to solve this problem, to increase the furnace power and to improve the lifetime of the tubes, it was decided to change all tubes to Kanthal® APM in all 10 furnaces.
The inner tubes are now loaded at 48 kW/m2 (4,5 kW/ft2), compared to 25 for the Inconel tubes. The recovery time after charging is much shorter, resulting in faster furnaces and higher production. The life of the Kanthal® APM system is about 2.5 years compared to 0.5–1 for the elder system. A primary advantage of the Kanthal® APM tube system is the formation of a cohesive aluminium oxide film on both the inner and outer surface of the tubes, thus the tubes remain free from contamination by internal scaling of the tube. The adherent alumina film formed on the outside of the tube is an extremely effective barrier against carbon activity and makes the tubes highly resistant to carburization even in cases where free carbon is allowed to accumulate on the tubes. The system is thus ideal for use in heat treatment atmosphere furnaces. 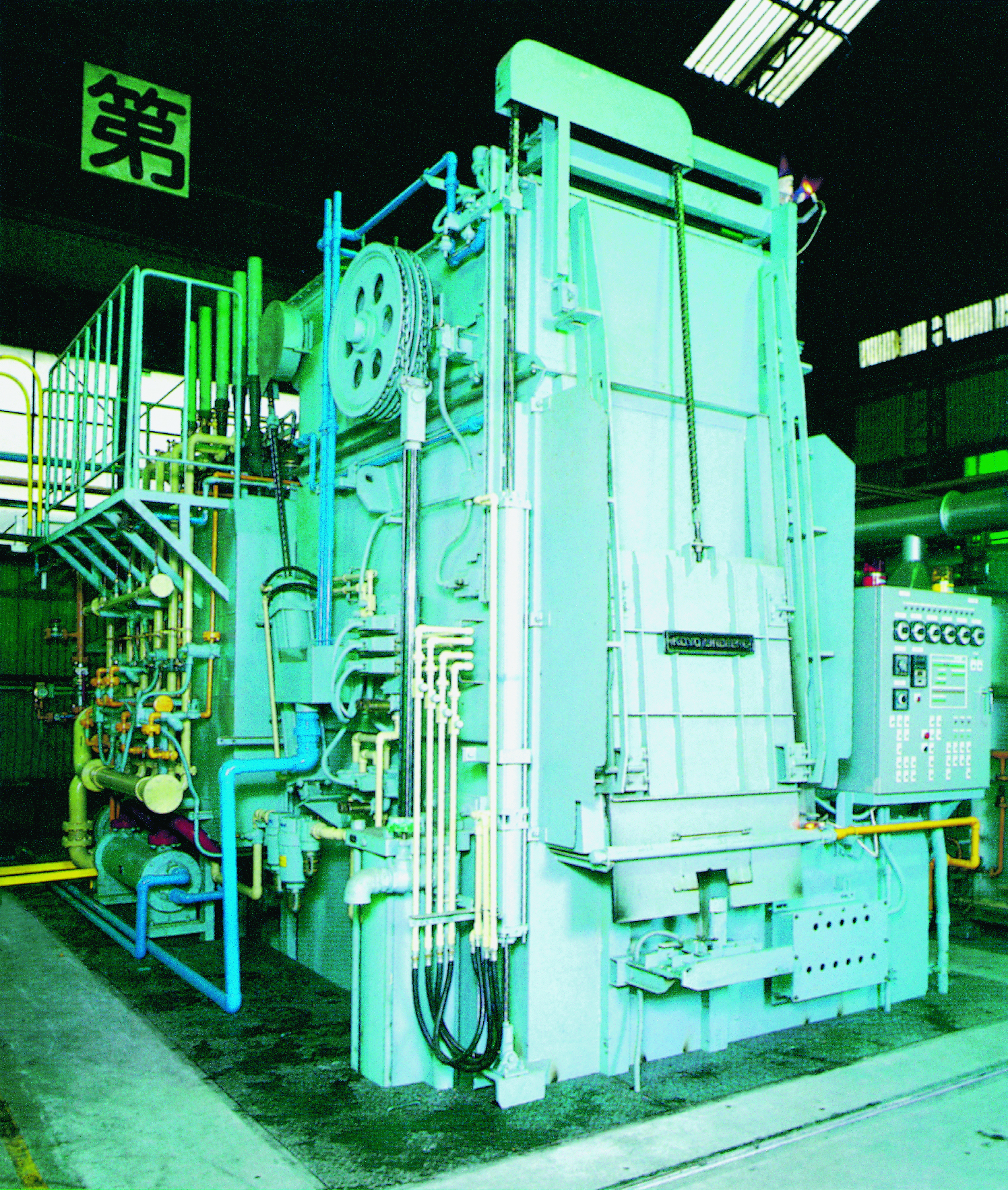 One of the ten gas heated 200 kW universal furnaces with 10 inner and outer vertically mounted Kanthal® APM tubes. Outer tubes: 115 x 104 x 1435 mm (4.5 x 4.1 x 56.5 in). Inner tubes: 75 x 66 x 1500 mm (3.0 x 2.6 x 59.1 in).
One of the ten gas heated 200 kW universal furnaces with 10 inner and outer vertically mounted Kanthal® APM tubes. Outer tubes: 115 x 104 x 1435 mm (4.5 x 4.1 x 56.5 in). Inner tubes: 75 x 66 x 1500 mm (3.0 x 2.6 x 59.1 in).
Koyo Heat Treatment are also operating six continuous gas heated furnaces for hardening at up to 850°C (1560°F). Each furnace is rated at 520 kW with 26 4” Osaka Gas burners in horizontally mounted SER systems. The inner tubes are of Inconel 601.
THE RESULT
After the positive experiences with Kanthal® APM in the batch furnaces, it was decided to change over to Kanthal® APM in the inner tubes when the Inconel tubes failed. So far two furnaces are converted and the experiences are basically the same; the lifetime has more than doubled from 0.5–1 year to about 2.5 years for the Kanthal® APM tubes.
For the moment, a total of 250 Kanthal® APM tubes are in opera-tion at Koyo Heat Treatment in Osaka and more are added as other types are replaced.