THE CHALLENGE
The heat treatment shop comprises 10 furnaces used for case hardening at between 850°C (1560°F) and 950°C (1740°F). These furnaces are in use 24 hours per day, five days a week. In the past, these furnaces were equipped with Kanthal® Super electric elements exposed directly to the furnace atmosphere, and although these elements are very successfully used in such furnaces throughout the world, certain unique processing techniques developed by Hughes Christensen for their products, unfortunately resulted in an adverse affect to the performance of the heaters.
The bit components need to be able to with stand very demanding and harsh environments, the materials are designed for optimum high tem perature and chemical resistance and it is vital for the surface face to be extremely hard to provide maximum resistance to abrasive wear.
Each stage of the production process is monitored by an approved QA system to assure and maintain consistently uniform high quality.
The thermal processing of these components is therefore a critical process. This is the process step where crucial me tallurgical modifications are made to the surface of the components.
A decision was made to replace the heaters with a radiant tube heating package so that the elements could be sheathed and protected from the aggressive furnace atmosphere.
Various element arrangements were investigated and the furnace contractor carried out a trial using a conventional spiral formed me tallic heater installed inside nickel chromium tubes, the very high power demand on the heaters however, resulted in a very short life and unreliable performance.
THE SOLUTION
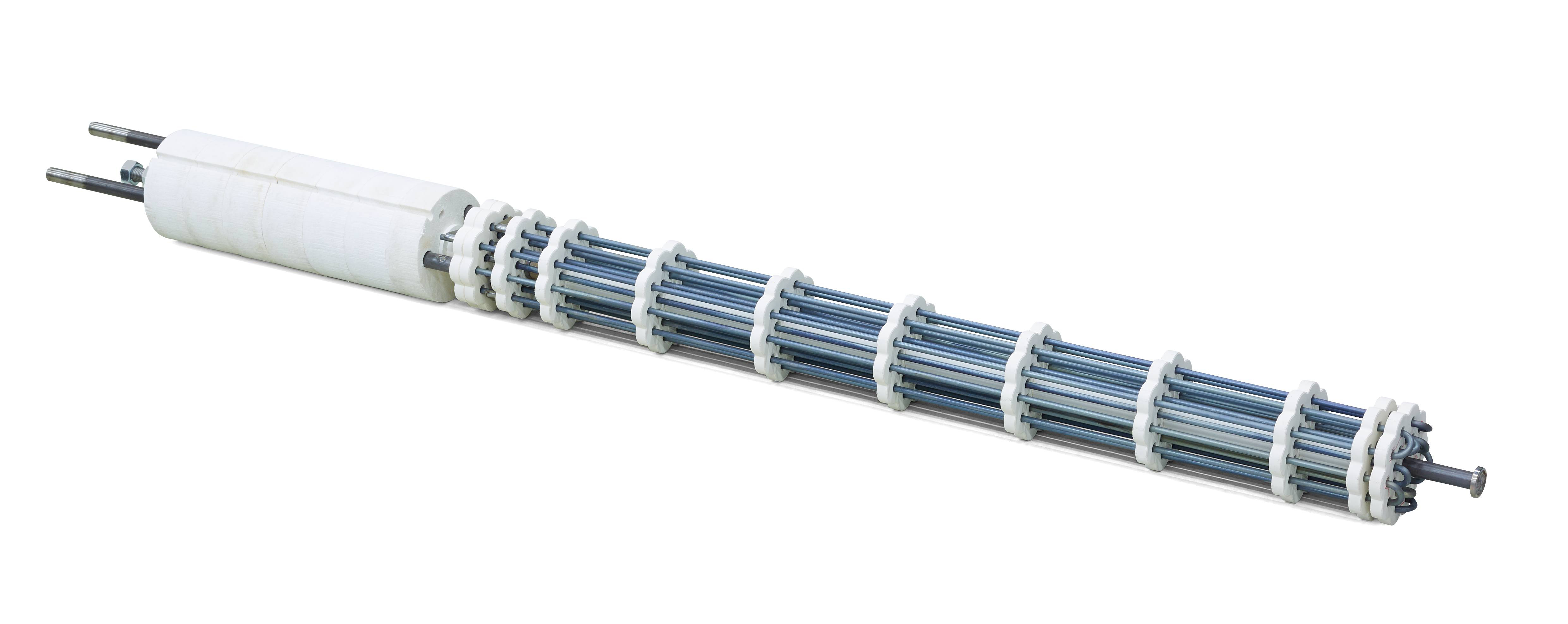
Kanthal was contacted and proposed the Tubothal® radiant tube system. This system comprises a high power, multi-shank, heavy gauge Kanthal® APM wire heater combined with a Kanthal® APM radiant protection tube.
The first 200 kW rated batch carburizing furnace, was equipped with a total of 24 Ø 80 Tubothal® heaters fitted inside Ø 100 mm (3.9 in) O/D Kanthal® APM radiant protection tubes.
Tubothal® allows direct on line connection
Each element is rated at 8.33 kW @ 120 V, equivalent to a surface loading of 2.4 W/cm2 (15.5 W/in2) on the Kanthal® APM wire used in the elements construction, and the tube is loaded up to 2.07 W/cm2 (13.4 W/in2). The element system is designed to connect directly to the mains voltage supply thereby eliminating the need for bulky transformers.
Accurate regulation of the temperature and power is achieved automatically by electronic thyristor controllers and the furnace atmosphere is fully controlled and monitored by an oxygen probe system.
Kanthal® APM tube – prevents contamination – resists carbon
A primary advantage of the Tubothal® tube system is the formation of a cohesive aluminum oxide film on both the inner and outer surface of the radiant tube and on the heater material itself, thus the Tubothal® elements remain free from contamination by internal scaling of the tube. The adherent alumina film formed on the outside of the tube is an extremely effective barrier against carbon activity and makes the tubes highly resistant to carburization even in cases where free car-bon is allowed to accumulate on the tubes.
THE RESULT
After more than one years operation, none of the original elements had been replaced and a further four furnaces have since been retrofitted to Tubothal® tube heaters. The remaining furnaces are to be adapted in the same manner imminently. The expected lifetime of the heaters can be 3 – 4 years or even longer according to experiences with similar installations else-where.
Tubothal® heating system– “maintenance free” reputation
Maintenance of the furnace heating system has now been eliminated completely, thus producing major savings in direct maintenance and production downtime costs.
Production planning has been considerably simplified and greater production capacity has become available as a result of the vast improvements in reliability.